
常州江苏大学工程技术研究院
Changzhou Engineering and Technology Institute of Jiangsu University
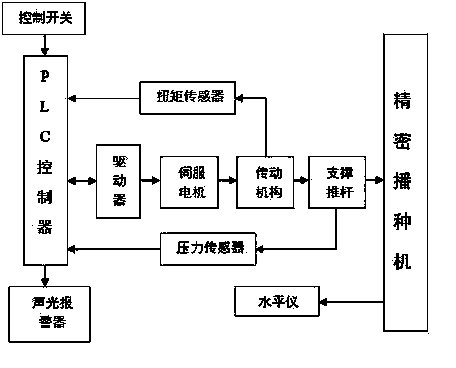
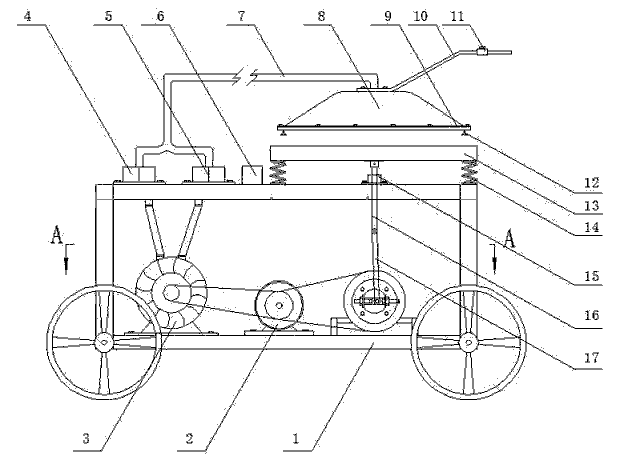
一种田间育秧精密播种机机电式调平装置

绿色智能喷雾机器人
绿色短流程冰晶石提锂技术
一种精密播种机自动定量加种装置
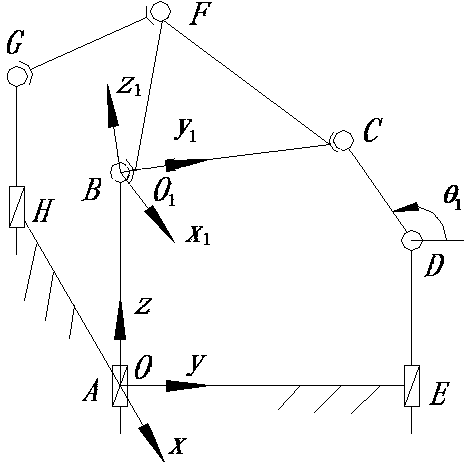
一种田间育苗精密播种机水平调节机构
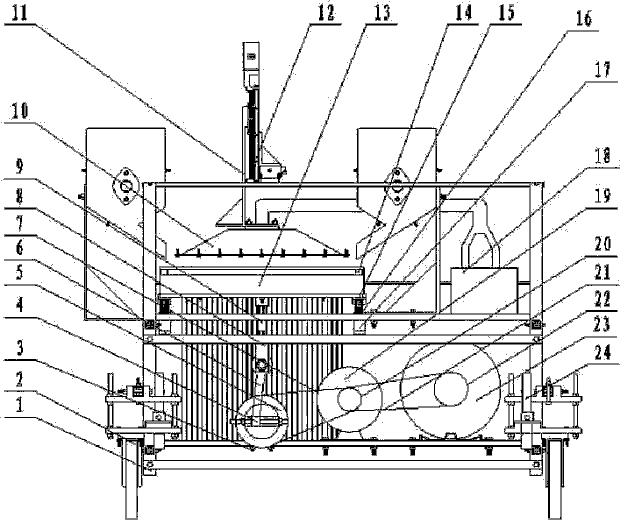
一种田间育秧气吸振动盘式精密播种机
气吸振动盘式谷物田间精密播种机
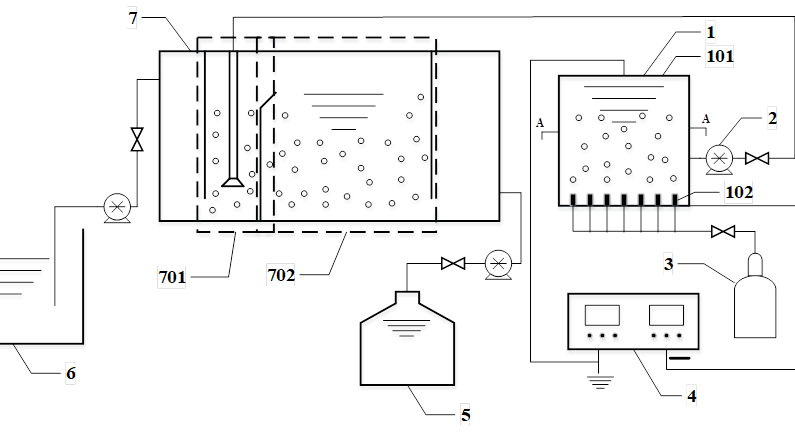
基于絮凝-旋流-气浮组合工艺的污水处理装置
三维石墨烯及其复合材料的规模化制备

固态肥精准混施机




